
Aluminum and Titanium Anodizing Equipment
Can we use one line for both?
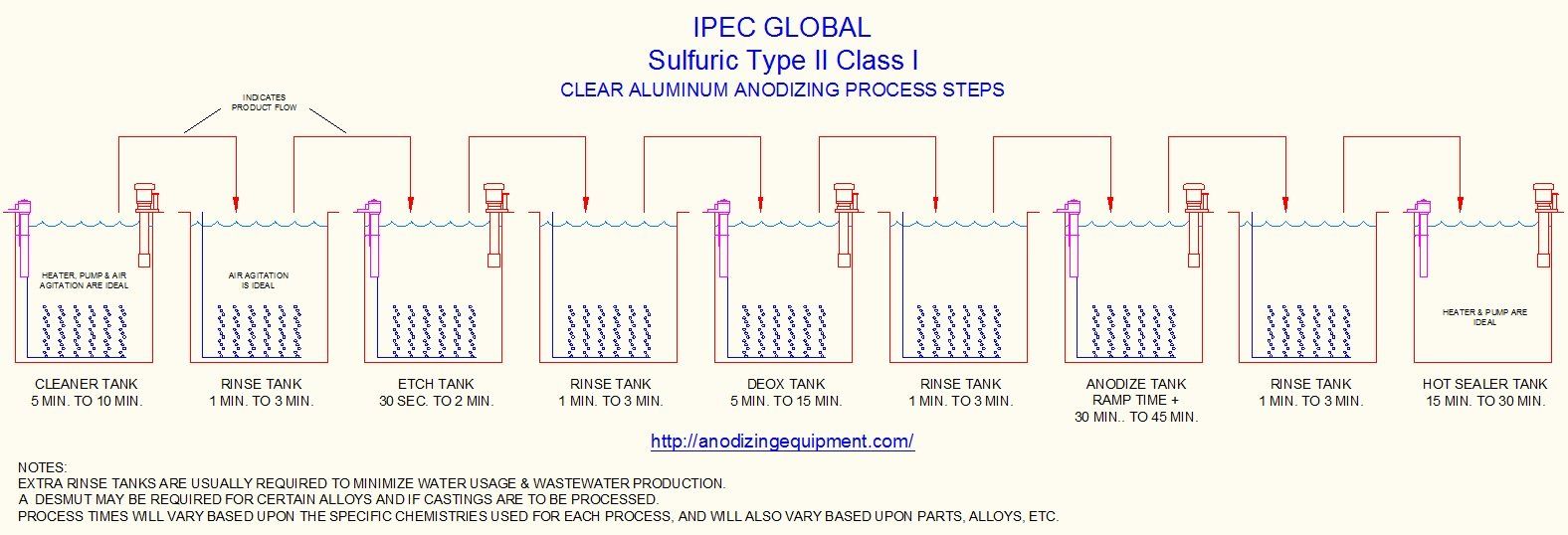
Aluminum Anodizing Process Steps For Sulphuric Acid Type ll Anodizing
Aluminum Anodizing Equipment
Titanium Anodizing Equipment
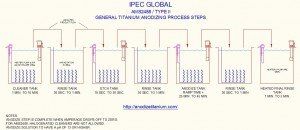
Titanium Anodizing Process Steps
Aluminum vs Titanium Anodizing Equipment
Comparing the two processes, there are more process steps involved for aluminum anodizing equipment (there is a deox step in aluminum anodizing but not in titanium anodizing, and usually a sealing step as well) which would require additional anodizing equipment. What is not shown in the charts is that different chemistries are used to anodize aluminum than those to anodize titanium, and those different chemistries have different operating temperatures.
As an example, the etch for aluminum anodizing is usually done with 140 to 160 degree F sodium hydroxide, which will attack the surface of the aluminum. This would have little or no effect, though, on titanium parts. To etch titanium, a much more agressive etch chemistry must be used, usually containing nitric acid, ammonium persulfate or ammonium bisulfate in combination with ammonium bifluoride or hydrofluoric acid, and these chemistries can be anywhere from ambient up to about 140 degrees F. The etch for titanium will be very reactive with carbon steel or stainless steel, which are often used as the material of construction for aluminum etch anodizing equipment (even polypro would likely have issues with the titanium etch at operating temperature, which could be used as an alternative material to use for aluminum etch anodizing equipment).
Because of the different chemistries and temperatures involved, we would usually use different tank or tank liner materials, as well as the heater and the pump materials of construction. Plus, the rectifier voltage and amperage requirements, the proportion of cathode-to-anodes, the cathode materials, and the increased DC cable and contact requirements for aluminum anodizing would make it difficult to design a line to do either process well, and yet do the other process efficiently, within the same anodizing equipment.
By Mark Emilio
Anodizing Kits